-
هاتف: +86-18652432772
-
البريد الإلكتروني: admin@proman-machine.com
Language

كيف تعمل آلة نفخ الزجاجات؟
Feb 12, 2019
عملية نفخ الزجاجات هي خطوة مهمة في تصنيع الزجاجات للمنتجات السائلة مثل الماء والمشروبات الأخرى. بشكل أساسي، تتضمن هذه العملية استخدام آلة نفخ الزجاجات في صب المواد البوليمرية الحرارية (الزجاجة) في الأشكال المطلوبة.
تجمع العملية بين تقنيات الحقن والنفخ. دعنا نلقي نظرة على كيفية العمل آلة نفخ الزجاجات فعلياً.
المبدأ - عملية الحقن والنفخ
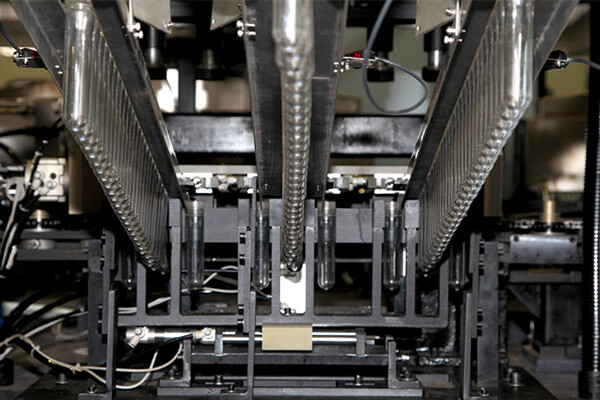
مرحلة تمدد القوالب والنفخ:
هنا، ينزل القضيب الممدد ويمدد القالب المسبق، ثم يتم حقن الهواء المضغوط من خلال الفوهة.
أولاً، يتم حقن المادة لتشكيل قالب مسبق يعرف أيضًا باسم "جورب"، والذي يشبه شكل "أنبوب اختبار". يحتوي عنق القالب المسبق على شكله النهائي بالفعل: فهو الجزء المستخدم لحمل زجاجة المستقبل خلال عملية النفخ، لذلك لا يمكن تشويهه بذاته. بالإضافة إلى ذلك، إذا كان سيتم استخدام مكون، فإن شكل العنق يدمج نظام التثبيت، على سبيل المثال الخيط اللولبي: فعملية الحقن مثالية للحصول على أشكال معقدة.
يتم تخزين القالب المسبق ونقله إلى موقع النفخ. ثم يتم تسخينه ونفخه إلى الشكل المطلوب.
بالنسبة للبوليمرات، يجب أن يتم تشويه المادة بشكل كبير ولا يجب أن تتبلور على مستوى الجسم، مما يتطلب العمل مع قالب مبرد؛ وبالتالي يخرج القالب المسبق باردًا نسبيًا، مما يحد من الاقتصاد المتوقع في التسخين؛
الحقن عملية بطيئة نسبيًا (عدة ثوان) بينما النفخ سريع جدًا (حوالي ثانية واحدة)، مما يشكل مشكلة في ضبط معدلات العمليات إذا تم تسلسلها.
مرحلة النفخ:
هنا، يتم إغلاق القالب المسبق في قالب النفخ بالشكل المطلوب. يتكون القالب من قذفتين وقاع قابل للإزالة، ويسمح هذا الفصل بإزالة القالب:
يسمح القاع القابل للإزالة بوجود قاع مقعر، مما يضمن استقرارًا جيدًا للزجاجة:
-
من ناحية، سيكون القاع المسطح منحنيًا للخارج تحت تأثير وزن السائل، وربما ضغط ثاني أكسيد الكربون للمشروبات الغازية
-
ومن ناحية أخرى، يسمح التجويف المركزي بالتكيف مع عيوب الطاولة أو تجاعيد المفرش، وبعض الزجاجات لديها حتى أقدام
-
غالبًا ما يحتوي القاع على أضلاع، مقعرة أيضًا، والتي تجعلها أكثر صلابة، والأقاع الأكثر مقاومة لها شكل يسمى "petaloid"
-
يجب أيضًا ملاحظة أنه يمكن إعطاء القاع شكل الفجوة في الفلين، مما يجعل من الممكن تكديس الزجاجات
-
وأخيرًا، تقلل الانحرافية من الحجم الداخلي، والتي يتم استخدامها في بعض الأحيان لإعطاء العميل انطباعًا بأن الزجاجة لديها سعة أكبر (يتصور العميل الحجم الظاهري الخارجي للزجاجة، ولكنه يشتري المحتوى الذي لديه الحجم الداخلي)
يسمح فصل القذفتين بإنشاء أشكال معقدة لأداء الوظائف التالية:
-
تصلب الزجاجة - تجنب التشوهات غير المرغوب فيها أثناء التعبئة والتحكم (الزجاجة الناعمة) - بواسطة الأخاديد الدائرية، ولكنها تقلل أيضًا من مقاومة السحق (مشكلة عند تكديس البالتات)
-
جمالية الزجاجة (هوية العلامة التجارية)
-
سهولة الإمساك (الجزء المركزي في خصر اليد، سطح خشن لتحسين الإمساك)
يتم تطبيق فوهة النفخ على العنق، ويتم حقن الهواء المضغوط (غالبًا ما يحدث ذلك) في الفجوة من خلال فتحة القالب الأساسي لضغط المادة على الانطباع. يكون ضغط النفخ عدة عشرات من الأشرطة. يبرد البوليمر عند الاتصال بالقالب، مما يجمد الجزء في شكله النهائي.
في العديد من الحالات، يتم تنفيذ نفخ الاستطالة: بمجرد إدخال القالب المسبق في القالب، يقوم قضيب الرسم بتمدد المادة في المحور، ويتم تنفيذ نفخ مسبق عند ضغط قليل من الأشرطة، مما يشكل فقاعة. وبالتالي، يتم توجيه سلاسل البوليمر على النحوين المحوري والمماسي للزجاجة. تحسن هذه التوجيه المزدوجة الخصائص الميكانيكية للزجاجة؛ وفي بعض الأحيان يتم استخدام اختصار SBO للنفخ ثنائي الاتجاه. يتم تنفيذ النفخ النهائي بعد ذلك.


المشاركات الأخيرة







اتصل بنا
معلومات المنتج
الكمية
وحدة
قطعة
دعم عينات الطلب والتخصيص والبيع بالجملة المباشر والدفع الكامل. إذا لم يكن المنتج الذي تبحث عنه يحتوي على محتوى مخصص مقابل، يرجى ملء النموذج أدناه للاتصال بنا، وسنرد عليك في أقرب وقت ممكن.